刨花粉碎机刀片的工作原理
木材刨花机所用直刃刀片包括平刨、压刨、四面刨等木工刨床上所用的机夹式直刃刀片以及旋切机的旋刀、刨切机的刨刀等所有的刃口为直线的刀片。这些刀片大多都在专用磨刀机上刃磨。尺寸较小的刀片,如手工刨上的刨刀以及一些铣刀上的刀片也可在简易砂轮上或油石上手工刃磨。
刃磨直刃刀片的磨刀机,一般有下列两种工作方式:
用平形砂轮的周边刃磨刀片的后刀面.这种方式适合磨平、压刨上尺寸较窄的刀片。刃磨时,砂轮旋转轴线平行于刀片的刃口,刃磨角度(楔角)靠调节刀架的倾斜程度控制。磨得的后刀面稍有圆弧内凹,回弧的曲率半径和砂轮半径相同。为避免后刀面的曲率半径过小(曲率半径小,内凹程度大)。在磨薄刀片时,砂轮直径不得小于200mm,磨厚刀片时不得小于300mm0后刀面稍有内凹可使刀片刃口更加锋利,而且在用油石紧贴后刀面精光时.没什么妨碍。后刀面不能有鼓肚。
用碗形或碟形砂轮的端面刃磨刀片的后面,为避免磨削面太大以引起过热,同时为了使砂轮沿一个方向磨削起见,砂轮的工作端面不能平行后刀面,。而必须倾斜50 -80。这样磨得的后刀面稍有椭圆弧内凹,内凹程度随砂轮直径的增大而减小,随砂轮倾斜角的增大而增大.
以上两种磨刀方式**将粗磨和精磨分开进行。粗麟时砂轮线速20一25m/s;纵向进给量10m/min;横向进给量0. 15mm/双行程。精磨时砂轮线速可不变,纵向进给量减到4一6m/min;横向进给量小到0.05mm“双行程。精磨光后让木屑粉碎机砂轮在没有横向进给量的情况下再空走几次以提高刃磨质量。
在磨刀机上磨过的刨花粉碎机刀片**还用细油石精光前、后刀面,以消除毛刺等缺陷。可以提高单位产量。
 13503711956
13503711956
相关产品
-
 回转锯末烘干机回转锯末烘干机是物料加热干燥装置。同轴套列的回转筒体中的物料由螺旋叶片和间断螺旋扬料板在内外筒体间折返和扬料过程中得到烘干。套筒套列结构使烘干机长度可成倍缩短,由于散热面大幅减少,以致热耗降低,而倍增的热交换面使热效大大提高。对不能触烟的物料,多筒式回转木料烘干机在内外筒中分别提供内烟管和环形烟管,各烟管间用径向烟道沟通,同样**节能。不难看出,对热料和冷介质而言,则本机成为套筒式回转冷却机。 回转锯末烘干机技术参数: 规格型号 (mm) 转速 (r/mi) 斜度 (%) 进气温度 (℃) 生产能力 (t/h) 重量 (t) GZФ800×8000 3.8 5 ≤700 0.8-2.0 3.5 GZФ1000×10000 3.8 53 ≤700 1.0-3.5 5. 6 GZФ1200×10000 3 5 ≤700 1.8-5 14.04 GZФ1500×12000 2.08 5 ≤800 3.3-7.5 17.76 GZФ1800×14000 2,08 5 ≤800 5-9 29 GZФ2200×12000 4.7 5 ≤700 6-12 33 GZФ2200×18000 4 5 ≤800 10-15 53.3 木材烘干各种设备优缺点: 1. 蒸汽干燥设备 优点:生产能力强(5m3/窑——1500m3/窑)、干燥工艺成熟、干燥质量有保证(符合欧美地区质量要求)、运行成本低(如松木:30元—50元/m3)、操作简单、方便——“傻瓜”、木材颜色可控制、脱脂、变色、染色杀虫、灭菌、改性等功能 缺点:需蒸汽供热、投资适中 2. 炉气间接干燥设备 优点:无需蒸汽、设备简单、投资少 缺点:干燥工艺不成熟、无法准确控制温度、湿度、无法消除木材(生长、干燥、残余)应力、木材易发生变形、开裂、颜色极易加深、存在火灾隐患、存在人为失误现象、每台窑需1台锅炉导致人工增加 3. 真空干燥设备 优点:干燥工艺成熟、干燥周期短、无干燥缺陷、运行成本低、不受场地限制 缺点:设备价格太高、只用小规模生产 4. 除湿干燥设备 优点:无需蒸汽锅炉、无污染 缺点:耗电量太大、设备保养、维修费用高、干燥温度低、生产能力小、干燥周期长、投资适中 5. 太阳能干燥设备 优点:能源丰富、无环境污染、运行成本低 缺点:受自然条件限制、设备投资高、部件容易破损,维修费用高 6. 微波干燥设备 优点:干燥速度快、无开裂、变形,保持木材本色 缺点:耗电量极大工 、需专门养护人员、设备复杂、投资高、只用于小规模生产、设备折旧费高 、破坏木材自然质地 7.红外线干燥设备 优点:设备简单,投资少、加热速度快、易于实现流水作业,生产效率高 缺点:只适合薄板生产 8.热压干燥设备 优点:干燥速度快、干燥后板面平直、干燥后稳定性好、增强表面硬度 缺点:缩尺严重、表面颜色加深变暗、且发脆、设备复杂、投资较大、运行费用高、操作人员多 9.化学干燥设备 优点:加强木材防腐性 、干燥成本低、投资少 缺点:干燥后材料脏污 、 增加易燃性、干燥不均匀 、破坏木材自然机能
回转锯末烘干机回转锯末烘干机是物料加热干燥装置。同轴套列的回转筒体中的物料由螺旋叶片和间断螺旋扬料板在内外筒体间折返和扬料过程中得到烘干。套筒套列结构使烘干机长度可成倍缩短,由于散热面大幅减少,以致热耗降低,而倍增的热交换面使热效大大提高。对不能触烟的物料,多筒式回转木料烘干机在内外筒中分别提供内烟管和环形烟管,各烟管间用径向烟道沟通,同样**节能。不难看出,对热料和冷介质而言,则本机成为套筒式回转冷却机。 回转锯末烘干机技术参数: 规格型号 (mm) 转速 (r/mi) 斜度 (%) 进气温度 (℃) 生产能力 (t/h) 重量 (t) GZФ800×8000 3.8 5 ≤700 0.8-2.0 3.5 GZФ1000×10000 3.8 53 ≤700 1.0-3.5 5. 6 GZФ1200×10000 3 5 ≤700 1.8-5 14.04 GZФ1500×12000 2.08 5 ≤800 3.3-7.5 17.76 GZФ1800×14000 2,08 5 ≤800 5-9 29 GZФ2200×12000 4.7 5 ≤700 6-12 33 GZФ2200×18000 4 5 ≤800 10-15 53.3 木材烘干各种设备优缺点: 1. 蒸汽干燥设备 优点:生产能力强(5m3/窑——1500m3/窑)、干燥工艺成熟、干燥质量有保证(符合欧美地区质量要求)、运行成本低(如松木:30元—50元/m3)、操作简单、方便——“傻瓜”、木材颜色可控制、脱脂、变色、染色杀虫、灭菌、改性等功能 缺点:需蒸汽供热、投资适中 2. 炉气间接干燥设备 优点:无需蒸汽、设备简单、投资少 缺点:干燥工艺不成熟、无法准确控制温度、湿度、无法消除木材(生长、干燥、残余)应力、木材易发生变形、开裂、颜色极易加深、存在火灾隐患、存在人为失误现象、每台窑需1台锅炉导致人工增加 3. 真空干燥设备 优点:干燥工艺成熟、干燥周期短、无干燥缺陷、运行成本低、不受场地限制 缺点:设备价格太高、只用小规模生产 4. 除湿干燥设备 优点:无需蒸汽锅炉、无污染 缺点:耗电量太大、设备保养、维修费用高、干燥温度低、生产能力小、干燥周期长、投资适中 5. 太阳能干燥设备 优点:能源丰富、无环境污染、运行成本低 缺点:受自然条件限制、设备投资高、部件容易破损,维修费用高 6. 微波干燥设备 优点:干燥速度快、无开裂、变形,保持木材本色 缺点:耗电量极大工 、需专门养护人员、设备复杂、投资高、只用于小规模生产、设备折旧费高 、破坏木材自然质地 7.红外线干燥设备 优点:设备简单,投资少、加热速度快、易于实现流水作业,生产效率高 缺点:只适合薄板生产 8.热压干燥设备 优点:干燥速度快、干燥后板面平直、干燥后稳定性好、增强表面硬度 缺点:缩尺严重、表面颜色加深变暗、且发脆、设备复杂、投资较大、运行费用高、操作人员多 9.化学干燥设备 优点:加强木材防腐性 、干燥成本低、投资少 缺点:干燥后材料脏污 、 增加易燃性、干燥不均匀 、破坏木材自然机能 -
 矿粉压球机矿粉压球机简介 矿粉压球机的作用就是将需要压制的物料成型,然后运输到其他地方在加工利用,有时候叫做成型机,主要作用就是成型,压球机成型设备的核心机械设备是成型机,而影响成型机效率的枢纽部件是压球辊子,压球轧辊的毛坯分为:整体铸造和锻造的,锻造的密度小,结构粗拙,但是比较经济。压球机经多年工业使用及改进,与其它同类产品相比较,强力压球机具有成球率高、消耗功率小,结构紧凑便于检修调试等明显优点。 产品优势 1. 应用范围广泛,可用来压制多种物料,广泛应用于耐材,电厂,冶金,化工,能源,运输,供暖等行业; 2. 经济效益极高,**终成品节能环保,便于运输,提高废料利用率,具有良好的经济效益和社会效益; 3. 配套设备完善丰富,提供一站式解决方案; 4. 设备维护简单,损耗小,我们可为您随时解答使用中遇到的技术难题; 5. 多种模具可供用户选择,丰富的成型形状供不同地域目的不同的客户选择,充分体现用户定制的理念。 矿粉压球机技术参数 型号 压辊尺寸 (mm) 电机功率 (kw) 油泵功率 (kw) 主轴转速 (r/mi) 配用减速机 产量 (T) 290 Φ290×200 5.5 14 ZQ350 1-2 360 Φ360×250 7.5 O.75 14 ZQ400 2-4 400 Φ400×250 11 0.75 13 ZQ400 4-5 500 Φ500×300 22 1.5 13 ZQ500 6-7 650 Φ650×350 37 2.2 12 ZQ650 8-10 750 Φ750×400 55 3 11 ZQ850 12-14 850 Φ850×500 90 3 11 ZQ1000 15-16 1000 Φ1000×500 132 3 10 ZQ1450 20-25
矿粉压球机矿粉压球机简介 矿粉压球机的作用就是将需要压制的物料成型,然后运输到其他地方在加工利用,有时候叫做成型机,主要作用就是成型,压球机成型设备的核心机械设备是成型机,而影响成型机效率的枢纽部件是压球辊子,压球轧辊的毛坯分为:整体铸造和锻造的,锻造的密度小,结构粗拙,但是比较经济。压球机经多年工业使用及改进,与其它同类产品相比较,强力压球机具有成球率高、消耗功率小,结构紧凑便于检修调试等明显优点。 产品优势 1. 应用范围广泛,可用来压制多种物料,广泛应用于耐材,电厂,冶金,化工,能源,运输,供暖等行业; 2. 经济效益极高,**终成品节能环保,便于运输,提高废料利用率,具有良好的经济效益和社会效益; 3. 配套设备完善丰富,提供一站式解决方案; 4. 设备维护简单,损耗小,我们可为您随时解答使用中遇到的技术难题; 5. 多种模具可供用户选择,丰富的成型形状供不同地域目的不同的客户选择,充分体现用户定制的理念。 矿粉压球机技术参数 型号 压辊尺寸 (mm) 电机功率 (kw) 油泵功率 (kw) 主轴转速 (r/mi) 配用减速机 产量 (T) 290 Φ290×200 5.5 14 ZQ350 1-2 360 Φ360×250 7.5 O.75 14 ZQ400 2-4 400 Φ400×250 11 0.75 13 ZQ400 4-5 500 Φ500×300 22 1.5 13 ZQ500 6-7 650 Φ650×350 37 2.2 12 ZQ650 8-10 750 Φ750×400 55 3 11 ZQ850 12-14 850 Φ850×500 90 3 11 ZQ1000 15-16 1000 Φ1000×500 132 3 10 ZQ1450 20-25 -
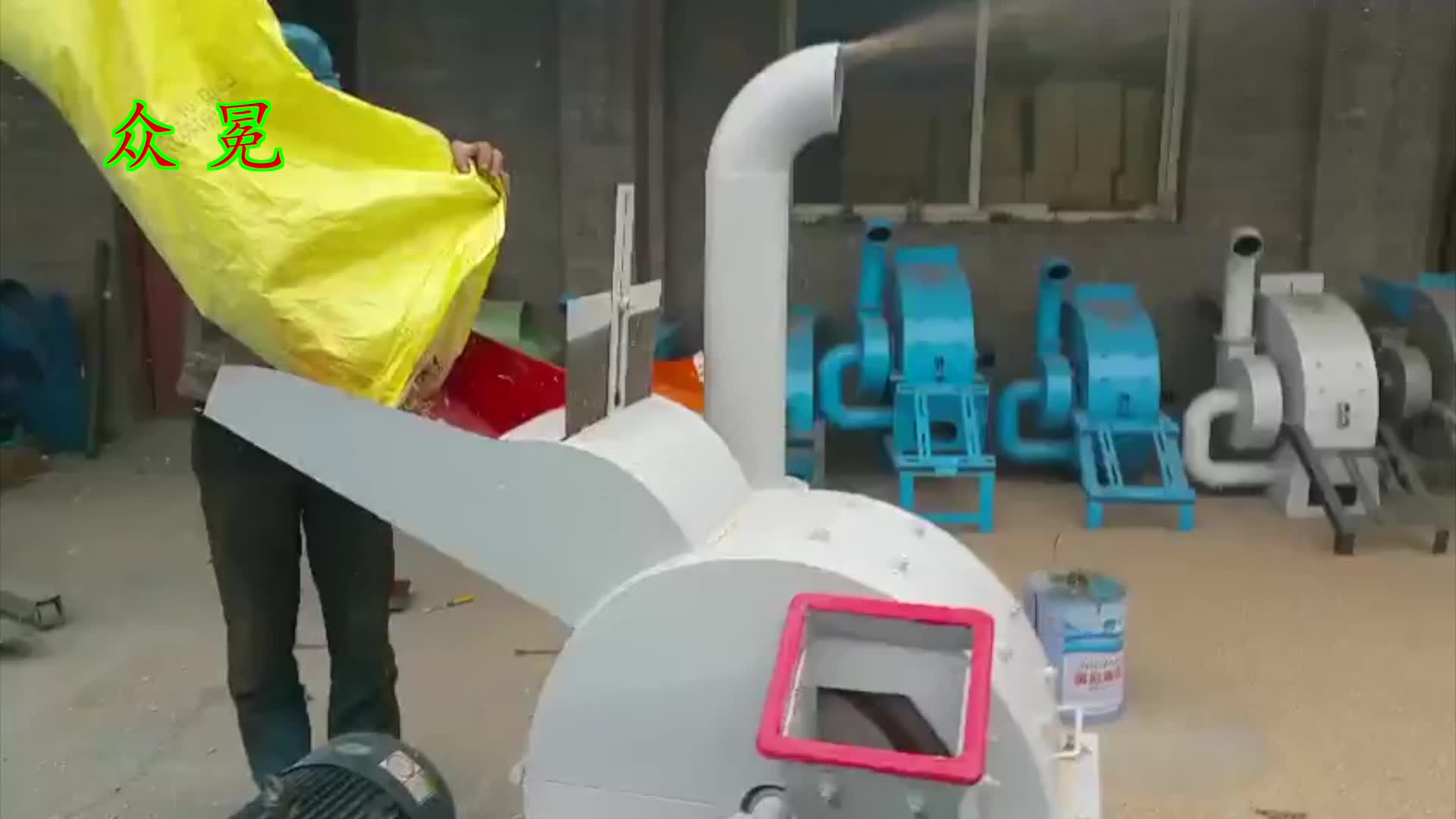
 移动式木材破碎机大型木材破碎机采用了 双电机驱动 的粉碎模式,改变了木材粉碎机工作中粉尘大的毛病,我公司现在已经大量投入生产。 大型木材破碎机 主要用于加工树枝、木片、下脚料、木板、原竹等物料,同时该设备还可用于竹、茅草、玉米秆、高梁秆等纤维质秆状物料的切屑。该大型木材破碎机生产的锯末广泛用于造纸、食用菌,机制木炭,刨花板、锯末板,高密度板、中纤板等工业生产。 大型木材破碎机工作原理: 木材破碎机主要由粉碎装置、螺旋出料和风机组成。木材经过皮带输送机送至粉碎机的粉碎腔内,不需晒干就可送进粉碎装置进一步粉碎,粉碎后的成品由螺旋器送至集料地点。大型木材破碎机比起锤片式木材粉碎机结构要复杂,该机设计合理,功耗低,产量大。 大型木材破碎机性能特点 :设备性能较其它同类产品得到了很大的提升。 1、整套设备采用双电动机驱动,该机工作稳定、耗能少,产量高、木屑机成品质量好,加工成本低。 2、木材粉碎机属锤片式粉碎机的一种,它主要是利用刀片切屑及气流撞击的原理将所要粉碎的物料进行粉碎。此设备主要由粉碎、分级、输送、卸料及除尘五大部分组成,取消传统的筛选工序,该机所加工的锯末可以一次成型。 大型木材破碎机技术参数: 型号 回转直径 mm 锤片数量 锤片厚度 mm 料口直径 mm 主轴转速 r/mi 功率 kw 风机 kw 产量 kg\h 1200型 750 98 8 1150X350 2200 75KW 11kw 2000-3000 1300型 850 126 8 1250X450 2000 90KW 5.5kw 3000-5000 1500型 950 140 8 1450X450 1800 110KW 5.5kw 4000-6000
移动式木材破碎机大型木材破碎机采用了 双电机驱动 的粉碎模式,改变了木材粉碎机工作中粉尘大的毛病,我公司现在已经大量投入生产。 大型木材破碎机 主要用于加工树枝、木片、下脚料、木板、原竹等物料,同时该设备还可用于竹、茅草、玉米秆、高梁秆等纤维质秆状物料的切屑。该大型木材破碎机生产的锯末广泛用于造纸、食用菌,机制木炭,刨花板、锯末板,高密度板、中纤板等工业生产。 大型木材破碎机工作原理: 木材破碎机主要由粉碎装置、螺旋出料和风机组成。木材经过皮带输送机送至粉碎机的粉碎腔内,不需晒干就可送进粉碎装置进一步粉碎,粉碎后的成品由螺旋器送至集料地点。大型木材破碎机比起锤片式木材粉碎机结构要复杂,该机设计合理,功耗低,产量大。 大型木材破碎机性能特点 :设备性能较其它同类产品得到了很大的提升。 1、整套设备采用双电动机驱动,该机工作稳定、耗能少,产量高、木屑机成品质量好,加工成本低。 2、木材粉碎机属锤片式粉碎机的一种,它主要是利用刀片切屑及气流撞击的原理将所要粉碎的物料进行粉碎。此设备主要由粉碎、分级、输送、卸料及除尘五大部分组成,取消传统的筛选工序,该机所加工的锯末可以一次成型。 大型木材破碎机技术参数: 型号 回转直径 mm 锤片数量 锤片厚度 mm 料口直径 mm 主轴转速 r/mi 功率 kw 风机 kw 产量 kg\h 1200型 750 98 8 1150X350 2200 75KW 11kw 2000-3000 1300型 850 126 8 1250X450 2000 90KW 5.5kw 3000-5000 1500型 950 140 8 1450X450 1800 110KW 5.5kw 4000-6000
相关视频


相关新闻
-
 秸秆揉丝机的工作原理及使用范围秸秆揉丝机具有规划**、布局新颖、工作平稳、节约能源、操作便利、安全、牢靠等长处。适于玉米秸、豆秸、花生秧等作物秸杆的搓弄,使秸杆成为柔软的饲料,便于家畜的消化吸收,一起有利于物料的枯燥、打捆运送和储存,是广阔乡村养、殖户和中小型饲料加工厂必备的机械设备。 秸秆揉丝机有机架、主轴锤片、搓板、电扇等有些组成。秸秆揉丝机适用于棉秆、玉米秆、高梁秆、麦草、花生秧机、豆秧等农作物秸秆的揉碎加工。该商品可将长度为100-300mm的各种农作物秸秆揉碎至50mm左右,应用于造纸、养殖、秸秆发电等范畴。该商品通过输送机将待加工物料输送至搓弄室,经高速旋转的锤片与搓弄板相互作用,将物料揉碎,经抛送风叶将揉碎的物料抛送室外。可调整物料的揉碎程度。一机多用的鲜秸秆揉丝机、秸秆揉丝机、靑贮饲料揉丝机、干鲜秸秆揉丝机是为养殖户专业研讨的破坏机,为养殖户处理养殖时秸秆糟蹋的难题,本机能将牛、羊、等家畜平常不吃剩余的秸秆选用高速切削的原理一次性破坏成丝状,长度与宽窄可随意调理,遭到广阔养殖户的好评与信任,本机还能够将秸秆等秸秆作物破坏成碎沫,适合养殖大鹅等小家畜可谓是一机多用物超所值,本厂许诺产值、质量肯定是榜首。 秸秆揉丝机选用全主动进给体系,以及选用多刀式切削原理、可根据需要将各种秸秆和鲜秸秆粉成抱负的需要,该机首要对于:青、湿、干的秸杆、破坏粒度粗细可主动调理,这是该机人性化的功用、由于当前来讲能把新鲜的{秸杆}不但要破坏成锯末状、并且还能粗细可主动调理。咱们在制作大型青储饲料揉丝机的技能上,把之前的缺乏完善使其愈加完满。公司通过半年的时刻进行重复试验与实际操作、总算处理了这一技能难题,该机是养殖专业户必备的良机,一起是燃料乙醇的出产不行短少的更佳原材料出产机器。我厂出产的揉丝机凭仗优质、**、节能、这三大优势在破坏技能上占据广阔的商场。
秸秆揉丝机的工作原理及使用范围秸秆揉丝机具有规划**、布局新颖、工作平稳、节约能源、操作便利、安全、牢靠等长处。适于玉米秸、豆秸、花生秧等作物秸杆的搓弄,使秸杆成为柔软的饲料,便于家畜的消化吸收,一起有利于物料的枯燥、打捆运送和储存,是广阔乡村养、殖户和中小型饲料加工厂必备的机械设备。 秸秆揉丝机有机架、主轴锤片、搓板、电扇等有些组成。秸秆揉丝机适用于棉秆、玉米秆、高梁秆、麦草、花生秧机、豆秧等农作物秸秆的揉碎加工。该商品可将长度为100-300mm的各种农作物秸秆揉碎至50mm左右,应用于造纸、养殖、秸秆发电等范畴。该商品通过输送机将待加工物料输送至搓弄室,经高速旋转的锤片与搓弄板相互作用,将物料揉碎,经抛送风叶将揉碎的物料抛送室外。可调整物料的揉碎程度。一机多用的鲜秸秆揉丝机、秸秆揉丝机、靑贮饲料揉丝机、干鲜秸秆揉丝机是为养殖户专业研讨的破坏机,为养殖户处理养殖时秸秆糟蹋的难题,本机能将牛、羊、等家畜平常不吃剩余的秸秆选用高速切削的原理一次性破坏成丝状,长度与宽窄可随意调理,遭到广阔养殖户的好评与信任,本机还能够将秸秆等秸秆作物破坏成碎沫,适合养殖大鹅等小家畜可谓是一机多用物超所值,本厂许诺产值、质量肯定是榜首。 秸秆揉丝机选用全主动进给体系,以及选用多刀式切削原理、可根据需要将各种秸秆和鲜秸秆粉成抱负的需要,该机首要对于:青、湿、干的秸杆、破坏粒度粗细可主动调理,这是该机人性化的功用、由于当前来讲能把新鲜的{秸杆}不但要破坏成锯末状、并且还能粗细可主动调理。咱们在制作大型青储饲料揉丝机的技能上,把之前的缺乏完善使其愈加完满。公司通过半年的时刻进行重复试验与实际操作、总算处理了这一技能难题,该机是养殖专业户必备的良机,一起是燃料乙醇的出产不行短少的更佳原材料出产机器。我厂出产的揉丝机凭仗优质、**、节能、这三大优势在破坏技能上占据广阔的商场。 -
 小型竹粉粉碎机竹粉粉碎机也叫木屑机是根据我国工业生产的需要,经过多年研究设计而发明的木材粉碎系列专用设备。由于设计合理、结构紧凑,安全、耐用、生产效率高,经推广使用后,效果良好,整套设备只用一部电动机带动,噪音小、结构简单、布置紧凑、售价便宜、工作稳定、 耗能少、产量高、木屑成品质量好,加工成本低。
小型竹粉粉碎机竹粉粉碎机也叫木屑机是根据我国工业生产的需要,经过多年研究设计而发明的木材粉碎系列专用设备。由于设计合理、结构紧凑,安全、耐用、生产效率高,经推广使用后,效果良好,整套设备只用一部电动机带动,噪音小、结构简单、布置紧凑、售价便宜、工作稳定、 耗能少、产量高、木屑成品质量好,加工成本低。 -
 大型木材破碎设备-新型旧木材粉碎机厂木材粉碎机设计合理、结构紧凑,安全、耐用、生产效率高,经推广使用后,效果良好,整套设备只用一部电动机带动,噪音小、结构简单、布置紧凑、售价便宜、工作稳定、 耗能少、产量高、木屑成品质量好,加工成本低。 木材粉碎机可粉碎松木、杂木、扬木、杉木、原竹等各种类型木材,还可用于竹、茅草、玉米秆、高梁秆等纤维质秆状物料的加工广泛用于造纸、食用菌,机制木炭,刨花板、锯末板,高密度板、中纤板等工业生产。 **木材粉碎机采用刀片切割和高速气流冲击,碰撞双重粉碎功能于一体,并能同时完成微料分选加工工序。在刀片切割粉碎过程中,转子产生高速气流,随刀片切割方向旋转,物料在气流中加速,并反复冲击使物料同时受到双重粉碎,加速物料的粉碎率。
大型木材破碎设备-新型旧木材粉碎机厂木材粉碎机设计合理、结构紧凑,安全、耐用、生产效率高,经推广使用后,效果良好,整套设备只用一部电动机带动,噪音小、结构简单、布置紧凑、售价便宜、工作稳定、 耗能少、产量高、木屑成品质量好,加工成本低。 木材粉碎机可粉碎松木、杂木、扬木、杉木、原竹等各种类型木材,还可用于竹、茅草、玉米秆、高梁秆等纤维质秆状物料的加工广泛用于造纸、食用菌,机制木炭,刨花板、锯末板,高密度板、中纤板等工业生产。 **木材粉碎机采用刀片切割和高速气流冲击,碰撞双重粉碎功能于一体,并能同时完成微料分选加工工序。在刀片切割粉碎过程中,转子产生高速气流,随刀片切割方向旋转,物料在气流中加速,并反复冲击使物料同时受到双重粉碎,加速物料的粉碎率。 -
 废旧木材粉碎机多少钱木材粉碎机的重要优点 木材粉碎机特别适用于食用菌培养菌中的木屑机加工,木材经削屑装置切削后的木屑粒度小,不需晒干就可送进粉碎装置进一步粉碎,粉碎后的木屑机成品由风机送至集料地点。该机制作精细,加工工艺高,采用双层机体,机体内注入自来水起到水冷作用,装入了一种新型材料,起到隔音、散热的功能。所以该机在生产使用中噪音小、无振动。整套设备只用一部电动机带动,结构简单,布置紧凑,售价便宜,工作稳定、耗能少,产量高、木屑机成品质量好,加工成本低。外型美观,坚固耐用,产量高,比传统的木粉机效率提高了50%以上,是目前任何粉碎设备都无法替代的理想粉碎设备。
废旧木材粉碎机多少钱木材粉碎机的重要优点 木材粉碎机特别适用于食用菌培养菌中的木屑机加工,木材经削屑装置切削后的木屑粒度小,不需晒干就可送进粉碎装置进一步粉碎,粉碎后的木屑机成品由风机送至集料地点。该机制作精细,加工工艺高,采用双层机体,机体内注入自来水起到水冷作用,装入了一种新型材料,起到隔音、散热的功能。所以该机在生产使用中噪音小、无振动。整套设备只用一部电动机带动,结构简单,布置紧凑,售价便宜,工作稳定、耗能少,产量高、木屑机成品质量好,加工成本低。外型美观,坚固耐用,产量高,比传统的木粉机效率提高了50%以上,是目前任何粉碎设备都无法替代的理想粉碎设备。